Obiettivi
Il modulo di pianificazione officina consente di pianificare il lavoro sulle diverse macchine presenti in officina. Nello specifico è possibile specificare, per ogni singola fase di un ciclo di lavoro, la data prevista di inizio lavorazione.
Importante sottolineare che lo strumento non è uno schedulatore, ma un semplice pianificatore. L’unico obbiettivo è quindi quello di pianificare una data di inizio lavorazione, non è prevista la gestione degli intervalli (data inizio e data fine lavorazione es. modello Gantt), la gestione automatica delle sovrapposizioni o dei sovraccarichi, ecc..
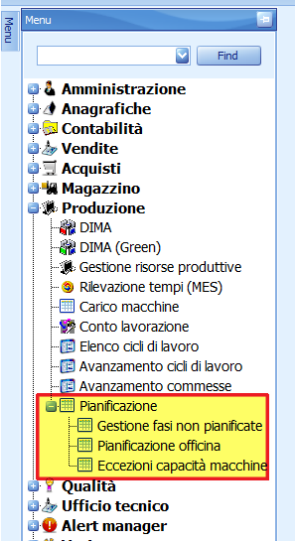
Menu
Le voci del modulo si trovano in Menu→Produzione→Pianificazione:
Funzionalità
Gestione fasi non pianificate
Tramite questo modulo è possibile ottenere una visione globale di tutte le fasi non ancora pianificate.
Per caricare i dati, premere il pulsante “Carica”.
Tale pulsante permette anche di aggiornare i dati visualizzati (la funzionalità non si aggiorna automaticamente. Ad esempio, se viene creato un nuovo ciclo a sistema dopo aver caricato i dati, questo non sarà mostrato fino al nuovo caricamento).
L’interfaccia è suddivisa in tre viste:
Fasi effettive da pianificare
Cicli senza fasi effettive
Cicli senza percorso
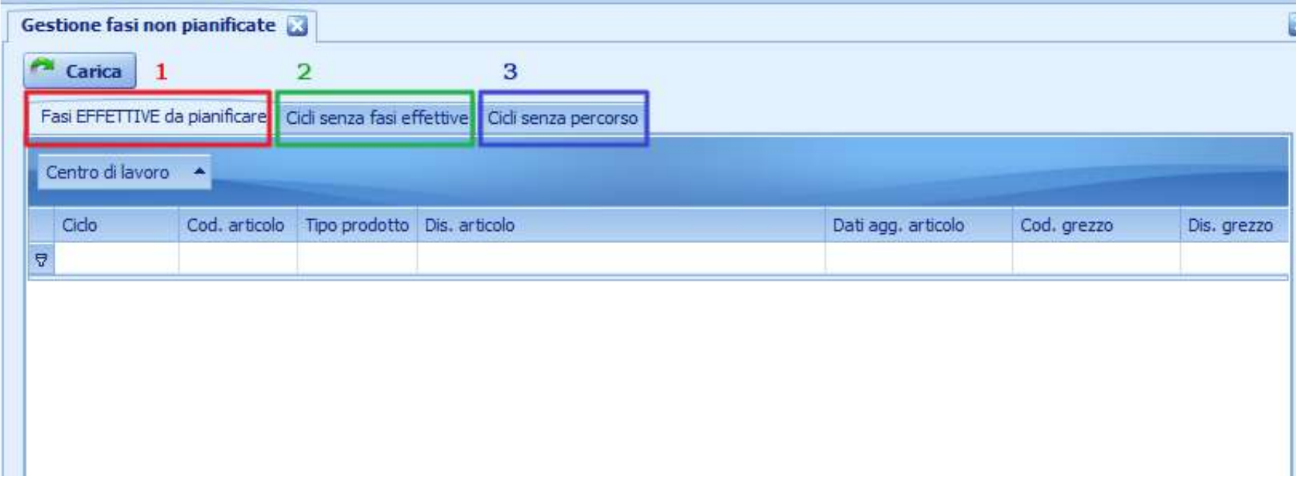
Fasi effettive da pianificare
Nella griglia sono elencate tutte le fasi di lavorazione effettive non ancora schedulate presenti a sistema. Per ogni fase è possibile definire la data proposta di lavorazione (colonna “Data proposta lav.”). Tale data è la data di schedulazione della fase.
A seconda del centro di lavoro a cui appartiene la fase è possibile scegliere anche un’eventuale macchina sulla quale lavorare la fase (colonna “Macchina proposta”).
Tutte le modifiche apportate dovranno essere salvate al termine delle operazioni tramite il tasto “Salva” presente nella barra delle funzionalità di Notyo.
Le righe modificate e non ancora salvate saranno evidenziate con testo in grassetto.
Cicli senza fasi effettive
(Solo se attiva l’opzione “utilizza percorsi standard”)
Sono qui visualizzati tutti i cicli di lavoro che non hanno un percorso effettivo assegnato (ma che hanno almeno un percorso standard).
Per poter schedulare le fasi di tali cicli, è quindi necessario selezionare un percorso standard da rendere effettivo. Al termine delle operazioni, il ciclo scomparirà dalla vista 2 e le diverse fasi del percorso selezionato compariranno nella vista 1.
Per rendere effettivo un percorso, effettuare un click destro del mouse sopra di esso e scegliere la voce “Rendi effettivo il percorso selezionato”.
Cicli senza percorso
In questa vista sono riportati tutti i cicli di lavoro che non hanno né percorso effettivo né percorso standard.
Per poter schedulare le fasi di lavorazione di tali cicli è necessario creare almeno un percorso standard (il ciclo verrà così mostrato nella vista 2) o un percorso effettivo (le fasi del ciclo saranno mostrate nella vista 1).
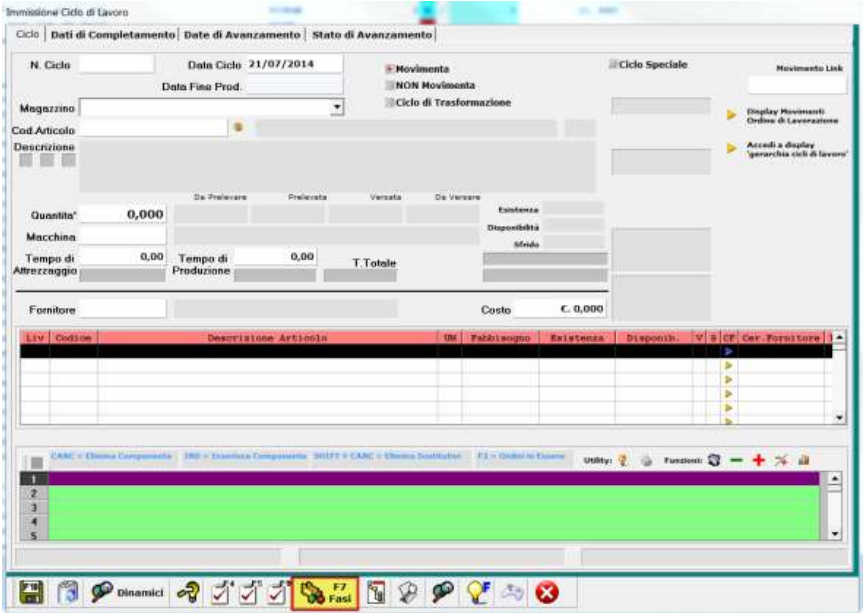
Per creare i precorsi è necessario utilizzare la funzionalità presente nel display delle fasi del ciclo di lavorazione (tasto F7).
Consultare relativo paragrafo.
Parti in comune
Nelle tre viste sono mostrate diverse informazioni relative a fasi e cicli.
Le più importanti sono:
Tempo lavorazione: il tempo standard necessario per la lavorazione lavorazione.
Tempo attrezzaggio: il tempo standard necessario per l’attrezzaggio della macchina ai fini di poter effettuare la lavorazione.
Data fine produzione avanzamento: la data di fine produzione del ciclo comprensiva di eventuali date di avanzamento
Data proposta inizio montaggio: la data di inizio montaggio della prima commessa che utilizzerà i pezzi finiti del ciclo di lavoro.
Tale data è letta consultando le informazioni presenti nell’MRP. Se non vengono trovate informazioni nell’MRP (ad esempio il ciclo non ha riferimenti commessa), la data è calcolata sulla base degli impegni del componente finito (la prima data con esistenza negativa).Origine data proposta inizio montaggio: indica se la data è stata ricavata leggendo l’MRP o gli impegni.
Pianificazione officina
Questa funzionalità permette di gestire la pianificazione delle lavorazioni sui diversi centri di lavoro e/o sulle diverse macchine. E’ possibile visualizzare, per ogni centro di lavoro/macchina il tempo disponibile, quello occupato, quello evaso, ecc.… (su scala settimanale). Vedi paragrafo successivo per modalità calcolo tempi.
Per ogni centro/macchina è possibile visualizzare le fasi di lavorazione assegnate e spostarle in altra data o macchina.
La schermata è suddivisa in 4 aree:
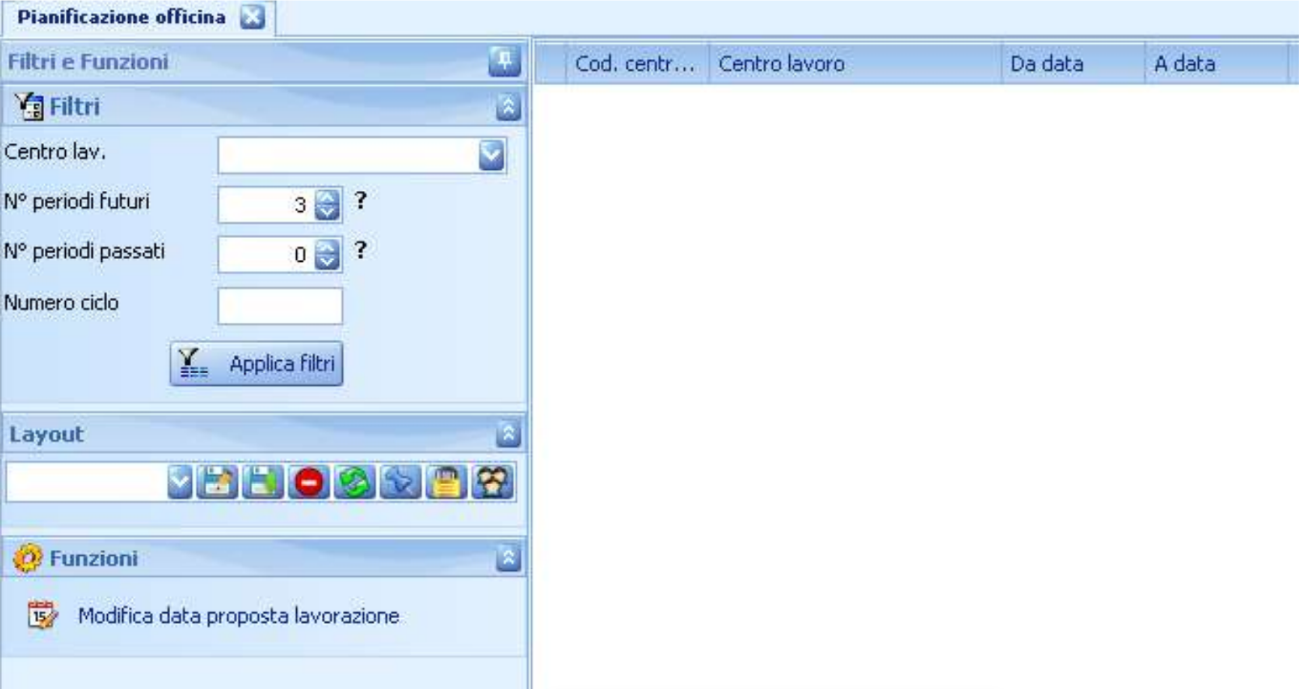
Filtri
Centro di lavoro (obbligatorio): Selezionare il centro di lavoro da gestire
Numero periodi futuri e passati: selezionare il numero di periodi (settimane) futuri o passati dei quali gestire o consultare la pianificazione.
Numero ciclo: permette di visualizzare le sole fasi del ciclo selezionato all’interno del centro di lavoro
Applica filtri: carica i dati.
Layout
Permette di gestire i layout della griglia (consultare manuale griglia dati)
Funzioni
Modifica data proposta lavorazione: permette di spostare le date di schedulazione alla data selezionata su tutte le fasi non evase e schedulate nel passato.
Griglia dati
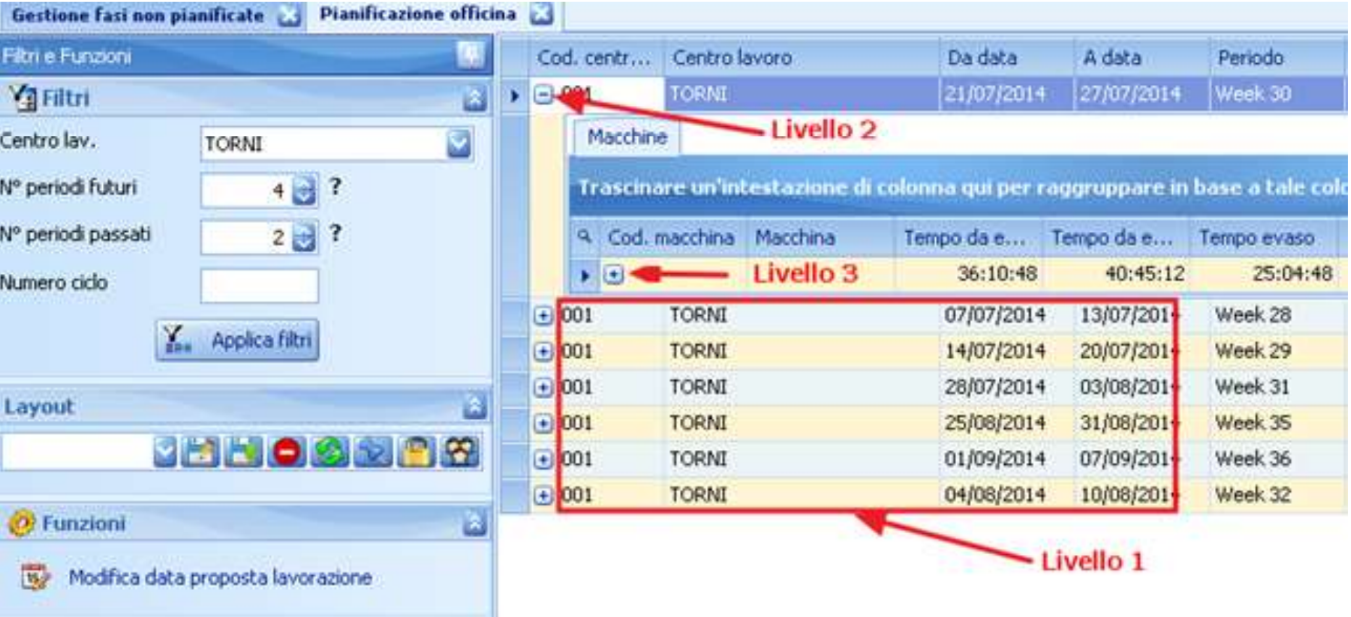
La griglia presenta 3 livelli, il primo livello riporta le informazioni relative alla settimana (tempi di lavorazione disponibile, libero evaso, ecc…).
Il secondo livello (click sul pulsante + del primo livello) riporta le informazioni relative alla machina selezionata (stesse informazioni sui tempi del livello precedente, ma specifiche per la macchina).
Il terzo livello (click sul pulsante + del secondo livello) mostra le fasi schedulate sulla macchina che concorrono alla somma dei tempi.
Sono presenti tutte le informazioni su ciclo e fase già descritte nel paragrafo precedente (Gestione fasi non pianificate). In particolare sono presenti le colonne con suffisso “proposta” tali colonne assumono di default il valore della relativa colonna senza il suffisso, ma possono essere modificate ai fini della produzione.
Ad esempio, di particolare importanza è il campo “Tempo attrezzaggio proposto”, che assume di default il valore del tempo di attrezzaggio della fase.
E’ chiaro che, in presenza di più fasi schedulate in modo sequenziale e che prevedono la stessa lavorazione, solo per la prima è necessario indicare il tempo di attrezzaggio della macchina, per le successive tale tempo sarà da impostare a 0 essendo la macchina già attrezzata e pronta per la lavorazione.
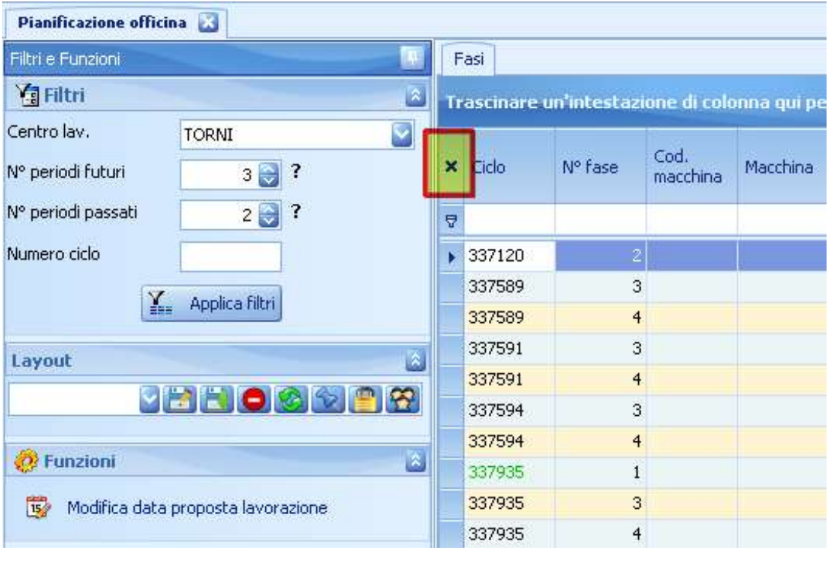
Nota: la vista del terzo livello è una vista a zoom automatico. Questo significa che, appena cliccato il pulsate + del secondo livello, verrà visualizzato, sull’intera area della griglia, il terzo livello.
Per uscire e tornare alla visualizzazione dei primi due livelli, cliccare il pulsante X in alto a sinistra
Spostamento fasi da una settimana ad un’altra
Per spostare le fasi da una settimana ad un'altra, cambiare semplicemente la relativa "Data lavorazione proposta", spostandola nella settimana desiderata.
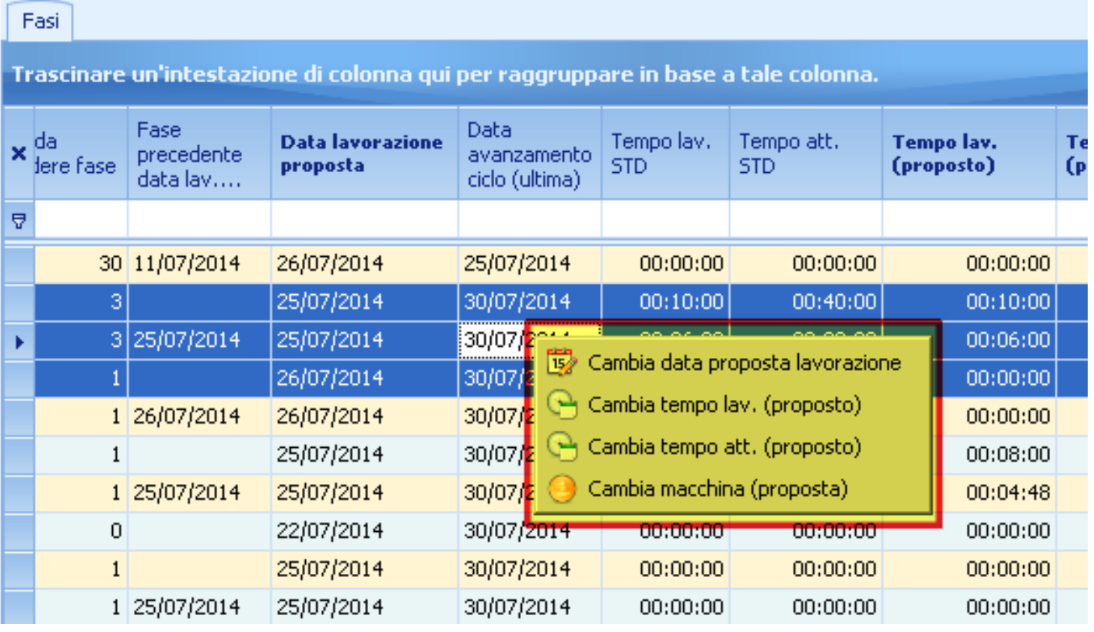
Modifiche massive su più fasi
E’ possibile modificare più fasi contemporaneamente: selezionare le fasi desiderate e dal menu che compare effettuando il click destro del mouse, selezionare la voce desiderata.
Caricamento e salvataggio dati
Come per la funzionalità “Gestione fasi non pianificate”, i dati non vengono aggiornati in modo automatico.
E’ necessario premere il pulsante “Applica filtri per aggiornare”.
Ad esempio, se una volta caricati i dati, una fase viene evasa, i tempi e le quantità mostrati nella griglia non verranno aggiornati fino al momento in cui verrà premuto il pulsante “Applica filtri”.
I dati saranno salvati automaticamente dopo ogni modifica.
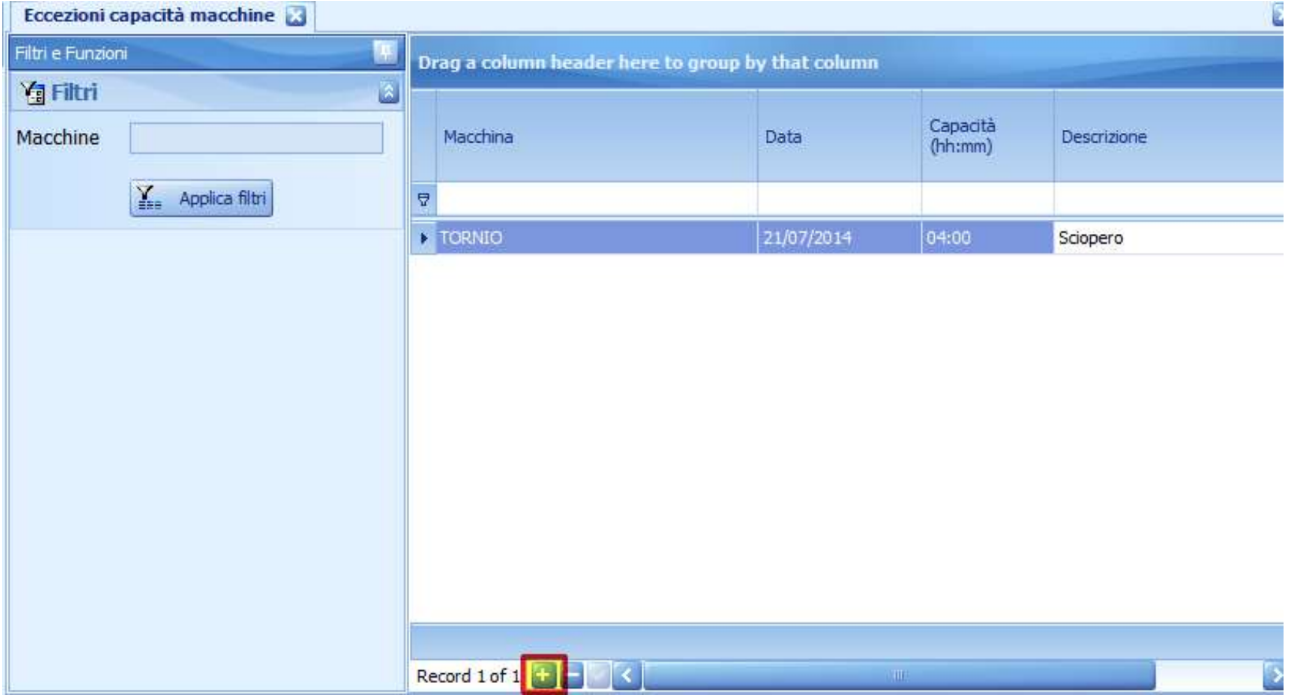
Eccezioni capacità macchine e calcolo tempi macchina
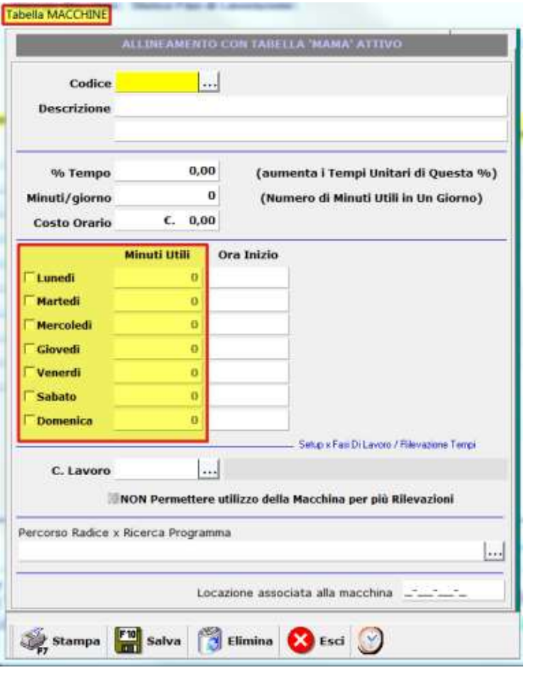
I tempi di lavoro per ogni centro o macchina, sono calcolati utilizzando le configurazioni sui minuti utili giornalieri indicate per ogni macchina del centro. (tabella macchine, consultare relativo capitolo).
I giorni di festività (Natale, Pasqua, ecc..) saranno considerati con 0 minuti disponibili (per indicare le festività, utilizzare la funzionalità “Tabella festività”, consultare relativo capitolo).
E’ possibile aggiungere delle eccezioni a tali impostazioni, ad esempio indicando che a Natale si lavorerà, o che lunedì 21 si lavorerà solo mezza giornata, utilizzando la funzionalità “Eccezioni capacità macchine”.
Dopo aver premuto il pulsante “Applica filtri”, è possibile inserire le eccezioni desiderate (specificare macchina, data, capacità del giorno e descrizione) cliccando il pulsante + in basso a sinistra.